Introduction
In the pressure-cooker atmosphere of food processing facilities, the use of thick gauge stainless steel frames and vessels is crucial. The problem is that despite the robust nature of the structures, failures can still occur: microscopic cracks emerge in weld joints; thick plates fracture when bent because of stresses; and poor surface finishes allow bacteria to multiply. All these factors result in plant shutdowns and significant health concerns related to food safety.
The primary reason behind these problems is a conflict between general manufacturing principles and the specifics of food and beverage manufacturing processes. Just having a piece of “thick steel” is not enough if its material properties are not appropriate, considering such issues as chloride stress corrosion cracking and degradation of corrosion resistance during welding. In this article, five key elements will be discussed in detail.
Past Grade 304: What Influence Does Material Specification Have on Food Equipment Longevity?
Material specification is key to prolonging the life of the food manufacturing equipment. Although the grade 304 is widely used in the industry, it may be not sufficient, especially when it comes to chlorides present in both the sanitizers and food materials themselves. In order to defeat corrosion, 316l is commonly picked up due to Truth is it can withstand corrosion and even pitting largely because of the molybdenum content in the material. But one of the main points of 316l stainless steel is its microstructure.
1. The Role of Chlorides and Ineffectiveness of 304 in Such Environment
The majority of the food industry facility managers do not know how harmful their sanitizers could actually be since hypochlorite-based chemicals cause SCC. Grade 304 stainless steel is easily affected under the impact of both tensile stress and the concentration of chlorides above 50 parts per million. 316L stainless steel is considered to be much safer owing to its high percentage of molybdenum (2-3%).
2. Surface Finish as Food Safety Feature, Not an Aesthetic One
Surface finish of stainless steel (2B, 2BA, No. 4) is a key control factor when considering sanitary design. The rough surface finish (Ra > 0.8 μm) gives rise to microscopically deep valleys, where biofilm attachment occurs and is resistant to the CIP system. Polished/electropolished surface creates a hydrodynamically smooth surface and facilitates minimal bacterial attachment and drainage, which is important for commercial kitchen equipment and food-processing vessels.
3. The Forgotten Factor: Material Chemistry and Melt Shop
Performance of heavy gauge steel fabrication starts with the melt shop. Poor quality metal with sulfur contents and inclusion levels will result in welding defects and less toughness. AOD (Argon-Oxygen Decarburization) metallurgy process ensures that there are very few inclusions in the materials. It is always important to receive MTRs (Material Test Report) from your suppliers to ensure consistency in material chemistry and mechanical properties.
How Thickness Can Be an Issue: How Exact Cutting & Bending Operations Avoid Distortion in Thick Plates?
For cutting thick stainless steel plates (thickness over 12 mm), a new physics equation is required against the working of thin sheet metals. Since stainless steel has high strength and is very resistant to thermal conductivity, it is a problem for fabrication because it could be easily deformed and crack. So precision CNC laser cutting, that through high-power fiber lasers does, is the secret to a very small-Heat-Affected Zone (HAZ). Also CNC press brake operations are backed by advanced programming methods which have springback compensation capability to produce perfect angles.
1. Lasers vs. Plasma: The Importance of Sharp Edges
When cutting very thick steel plates, it is really important to select the right cutting method. Plasma cutting is a lot quicker, but the downside is that it produces more heat, which in turn creates bevel edges and nitride. These things lead to corrosion and the welded joints don’t last as long. Then again, cutting with a high-power fiber laser gives a very clean edge and it is not a problem if the weldment oxidizes because it can be fully penetrated.
2. Managing Springback in High-Strength Materials
Due to the high yield strength and work-hardening of stainless steel, there will be a lot of springback during the bending process. In order to get the desired angle of 90 degrees, you may have to bend it up to 87 degrees and let it spring back. With the advanced CNC press brake machines equipped with angle measurement systems, this is not a problem because the system will adjust in real time. Over-bending in such a scenario leads to micro-cracks due to excessive stress in the metal at the bend radius.
3. Tooling Selection and Bend Sequencing
When dealing with complex custom heavy gauge steel parts fabrication, one must consider the order of bending. The wrong order of bending makes it impossible to complete the process without hitting your tooling. With experience in the fabrication field, it becomes important to do a 3D simulation of the product in order to know the proper tooling to use for the job.
The Invisible Weak Point: How Does Advanced Welding and Heat Treatment Secure the Weld Joint for Decades to Come?
The most critical factor in the structure of stainless steel is the weld. It may destroy all the benefits offered by expensive materials. The two major concerns in welding stainless steel are the retention of its anticorrosive properties in the HAZ and complete penetration without flaws. This can be achieved by strictly adhering to the WPS, maintaining a proper interpass temperature, and, at times, performing PWHT. For complicated and heavy gauge welds, this becomes critical for the operation of equipment in harsh environments.
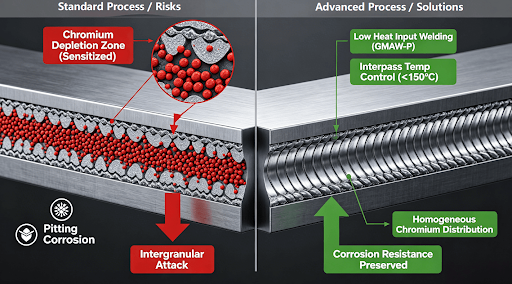
- The Risk of Sensitization and Low Heat Input Control: While welding, the metal can be heated to the temperatures ranging from 425°C to 850°C when chromium carbide precipitation will occur at the grain boundaries and cause “sensitization.” Such sensitization will result in intergranular corrosion as chromium concentration will decrease. To avoid the effect, special techniques like GMAW-P should be used to keep heat input low, along with controlling the interpass temperature (below 150°C).
- Back Purging to Protect the Root: In heavy-gauge materials needing fully penetrated weld joints, avoiding contamination on the underside is an absolute necessity. Failure to use proper argon back purge results in sugaring — oxidization of the weld underneath which causes it to be very fragile, prone to corrosion, and likely to crack. In sanitary tubing and pressure vessel construction, back purging is routine to provide corrosion resistance comparable to that of the base metal.
- Post-Weld Heat Treatment for Optimal Performance: Though it cannot be done every time, Mostly for giant structures, post-weld heat treatment (PWHT) can be a very good method for the most important parts. This method is heating the welding area to approximately 1050C and then quickly cooling it, so that the chromium carbide is completely dissolved. In very thick custom steel parts used under very aggressive corrosive conditions, PWHT may be the difference between the life of 5 years and 25 years.
From Paper Plans to Clean Design – Why Is the Concept of Design for Manufacturing (DFM) Critical for Food-Grade Designs?
To design machinery for the food sector, it is to some extent essentially to follow the sanitary design standards strictly in the making. A visually attractive design is usually not practical about easy cleaning and welding. Main points to comply with are eliminating dead legs, having self-draining slopes, and using full-radius corners. Working closely during the very first stages of production with a fabricator who has a thorough knowledge of hygiene will help you avoid costly redesigns and will result in equipment that meets EHEDG or 3-A Sanitary Standards.
1. Critical Radius and Access to All Weld Points
The radius of all corners of any surface in direct contact with products should be no less than certain value (R≥6.4mm usually). A sharp angle cannot be cleaned and is hard to weld. It results in the creation of stress concentration points in the structure. In DFM, it is important to make sure that access for the welding torch and later, polishing equipment to all welded joints exists.
2. Drainability and Slope Analysis
All equipment containing fluid needs to be able to drain completely. This involves designing the tanks and transfer lines by adding slopes (1-2%). In the fabrication of the custom thick plate steel service, this process entails accurate cutting of the plates at a predetermined angle without the need for shims or modifications on-site. Bacteria accumulate in stagnant zones, hence the importance of complete drainage from a food safety point of view.
3. Fabrication to Allow for Easy Disassembly
The modular fabrication concept is one of the effective techniques used when manufacturing food industry solutions. One can design the large vessels to include bolts and flanges or clamps at certain points for purposes of disassembly to clean and replace parts if necessary. To implement this idea, the fabricator must have CNC machining capabilities to ensure flange faces remain parallel and holes accurately aligned to prevent any leakages.
Which Certifications and Inspection Methods Are Required for Guaranteed Long Term Safety and Compliance?
Quality sheet metal fabrication services are about much more than having high-quality equipment. Certification such as ISO 9001 and ASME stamps are helpful frameworks; however, when dealing with food grade fabrication, further measures are necessary. Non-Destructive Testing (NDT) is an important method of inspecting welds during heavy duty metal fabrication processes, using techniques such as Liquid Penetrant Testing (PT) and Radiographic Testing (RT). Surface profilometers are used to confirm cleanability.
1. Importance of NDT for Weld Verification
Visual inspection alone does not suffice when it comes to the welding process on heavy gauge stainless steel. The Liquid Penetrant Testing (PT) technique is applied for surface breaking crack detection in all exposed welds. Full penetration welds are inspected via volumetric testing techniques like Radiographic Testing (RT) or Ultrasonic Testing (UT), which allow finding defects within the volume of weldment, including slag inclusions and lack of fusion.
2. Quantifying the Invisible: Surface Finish & Cleanliness
A sanitary surface finish requires to be quantified. With the help of the surface profilometer, the value of Ra (Average Roughness) is measured for compliance with required standards (Ra < 0.8 microns for food grade applications). Following the polishing process, passivation is conducted using nitric or citric acids to remove any traces of free iron particles and to regenerate the passive layer of chromium oxide. In some cases, an ATP test may be used to confirm biological cleanliness prior to shipment.
3. The Paper Trail for Traceability
The certificate of conformity is as significant for thick steel sheet fabrication in industrial application as the actual product. A full Data Dossier consists of: MTR (Material Test Reports), PQR/WPS (Welding Procedure Qualification Record), NDT (Non-Destructive Testing) reports, and Passivation certificates. Such traceability is especially useful when conducting investigations into causes of potential failures and is an indispensable part of industry standards such as IATF 16949.
Is Your Fabrication Partner a Potential Weak Point in Your Food Safety Program?
The ultimate technical element in your decision-making process is the competency of your fabrication partner. Even the most thoughtful designs can be compromised by fabrication shops lacking process competency. When considering a potential partner, you must not only consider what equipment they have but how well they manage projects and if they understand the concepts of sanitary design. A true partner is someone who sees themselves as part of your engineering team, spotting risk issues in the DFM process.
- Evaluating Technical Expertise and Industry Credibility: Checking a company’s previous work made from stainless steel vessels of the highest sanitary standards, for example dairy brewery, meat processing, etc. industries must be your utmost concern when selecting a partner for metal parts manufacturing customized to your needs. A good fabricator will demonstrate the willingness to thoroughly inquire about your process.
- The Significance of Collaborative DFM Process: An excellent fabrication shop will do more than price the print; they will question it. In the process of evaluating the design from a manufacturing perspective, they need to be able to recommend changes to increase a radius for better cleanliness or modify a joint type for ease of welding. Such collaborative engineering process requires profound knowledge of fabrication methods and the needs of the end product.
- Quality System – Your Competitive Advantage: Your best allies will be characterized by their culture of continuous improvement, embedded in their quality system. They audit themselves internally, carry out a root cause analysis when non-conformance happens, and educate their employees constantly. Whenever something goes wrong, they act openly and provide a structured plan of corrective actions. It is all because of such quality culture that any industrial thick steel sheet fabrication you receive from them will be impeccable.
Conclusion
The choice of a partner to manufacture heavy gauge stainless steel components in the food industry involves multi-disciplinary considerations. To be successful, it requires taking a comprehensive view incorporating material science (choosing proper alloys for the application), precision fabrication (cutting and forming using laser and CNC machines), specialty welding (minimizing heat inputs and sensitization), design for sanitation (cleanability), and an adequate quality system (supported by NDT and traceability). Through rigorous evaluation of potential partners based on the above five criteria, food plant managers can make their equipment a valuable and safe investment for decades to come.
FAQs
Q1: In stainless steel fabrications for food processing, what is the minimum recommended radius for internal corners to meet sanitary requirements?
A: Normally, the radius should be at least 6.4 mm (1/4 inch). Such a dimension will allow the fabrication to satisfy the 3-A Sanitary Standards and EHEDG requirements. Besides, it will make cleaning very simple and prevent the retention of any products in the corners.
Q2: How does post-weld heat treatment (PWHT) affect the corrosion resistance of stainless steel welds that are used in food-processing equipment?
A: Most of all solution annealing, PWHT changes the microstructure and gets rid of the detrimental chromium carbide precipitates formed in the heat-affected zone due to welding, So enhancing corrosion resistance. Equipment exposed to corrosive chloride-containing cleaning solutions needs a microstructure that is as uniform as possible.
Q3: What are the differences between 304 and 316L stainless steels for heavy gauge components for corrosive food environment applications?
A: 316L is more resistant to pitting and crevice corrosion if exposed to chlorides as it has 2-3% molybdenum more than 304 in its composition.Apart from this, the “L” (low carbon content) that is added to this type makes it less probable to be sensitized during the welding operation.
Q4: What NDT methods are most appropriate for evaluating heavy gauge stainless steel welds on food processing equipment?
A: PT is the technique that is commonly utilized for detecting surface defects.In case of critical weld joints that are opened for full penetration, RT or UT may be used to verify that there are no internal defects like lack of fusion or slag inclusion..
Q5: Is it possible to attain sanitary (Ra < 0.8 µm) surface finishes on heavy gauge stainless steel after forming and welding?
A: Yes, but it necessitates the execution of a detailed procedure. This includes sequential grinding and buffing using successively finer abrasives. Electropolishing, in particular, is highly useful in attaining a fine, smooth finish.
Author Bio
The author is a seasoned professional in the field of manufacturing who specializes in fabricating products that require exceptional levels of integrity within the food and pharmaceutical sectors. A mechanical engineer with extensive experience in quality management systems, the author writes about the integration of material science and manufacturing. All opinions and suggestions in this post are based on the advanced manufacturing techniques employed by LS Manufacturing, a company that has received ISO 9001, IATF 16949, and AS9100D certifications.